【歯科技工Q&A】ナノダイヤモンド研磨材について
【Q1】ヤマキンのダイヤモンド研磨材はどのような製品ですか。
ナノダイヤモンド研磨材についてご説明します。
ヤマキンでは「C&B ナノダイヤモンド研磨材」(以下、ナノダイヤモンド研磨材)と「C&B ダイヤモンド研磨材」(以下、ダイヤモンド研磨材)をラインアップしています。ナノダイヤモンド研磨材はダイヤモンド砥粒の含有率を多く、粒子径を小さくし、研削性能よりも研磨性能に特化した研磨材で、「ツイニー」や「KZR-CAD HR ブロック3 ガンマシータ」の研磨におすすめします。

商品画像
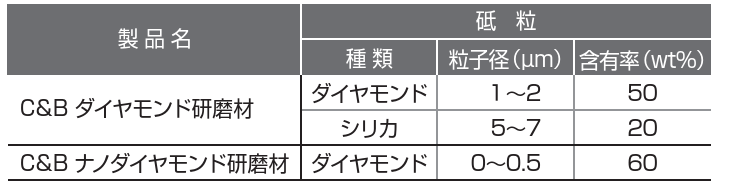
研磨材の砥粒について
【Q2】ナノダイヤモンド研磨材とダイヤモンド研磨材との操作方法の違いはありますか。
使用する指定回転数が異なります。
指定回転数は次の表のとおりです。

どちらもブラシ、バフなどに少量付着させ、弱めの圧力で研磨します。 研磨材の量が多く、あまり強い研磨圧力を掛けると艶が出なかったり、レジン表面が焼き付いたりする可能性がありますのでご注意ください。
ヤマキンのナノダイヤモンド研磨材を用いた研磨手順は次のとおりです。
こちらの動画でも研磨方法をご紹介しております。ご参照ください。(2:47から)
1.カーボランダムポイントやダイヤモンドポイントなどを用いて形態修正を行います。

2.ブラウンシリコンなどで形態修正時についたキズを消します。

3.シリコンポイントの先端をダイヤモンドドレッサーなどで細く加工し、咬合面の細かい部分を研磨しやすくします。

4.咬合面の小窩、列溝を研磨します。 先を細くしたシリコンポイントを使用すると便利です。
ブリッジなど研磨本数が多い場合にはレーズ(低回転)で砂研磨を行うと効率的にキズを除去できます。


5.全体的にキズを除去した後、ナノダイヤモンド研磨材をロビンソンブラシ(ソフト)を用いて軽くなでるように少量とります。

6.ロビンソンブラシ(ソフト)を強く押しつけないように軽く当てます(回転数20,000rpm以下)。
除去できていないキズが確認できた場合はシリコンポイント等で除去します。
研磨材が付着した箇所は黒くなるため、目視できます。黒い部分を消すように軽く当てて研磨すると艶が出ます。

咬合面は溝または隆線に沿ってブラシを当てます。

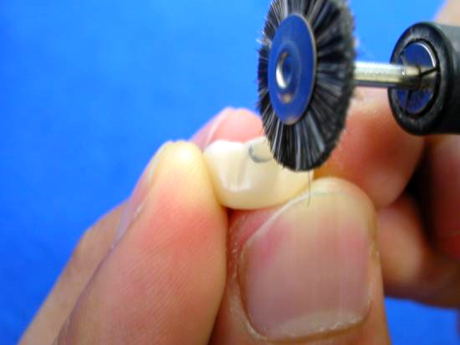
7.最終仕上げには綿糸バフを用います。
綿糸バフにつける研磨材も、軽くなでるように少量とります。ロビンソンブラシと同様に回転数は20,000rpm以下でバフを軽く当てます。

8.艶出し終了後、超音波洗浄器やスチームクリーナーなどで洗浄すると完成です。
洗浄後に艶が落ちる場合は、
- 未重合層が残っている
- 研磨材の油分で艶が出ている
といった可能性が考えられますので、再度研磨してください。

「C&B ナノダイヤモンド研磨材」を使用するポイントのまとめ
- 回転数20,000rpm以下にキープする
- 研磨材は少量使用する
- ブラシやバフを強く当てない
※参考文献
坂井原巌, 土居一徳, 藤戸裕次, 加藤喬大, 安楽照男.ハイブリッド型歯冠修復用硬質レジン向け研磨材の検証-新規開発硬質レジン『ツイニー』および『C&Bナノダイヤモンド研磨材』の研磨性評価と臨床応用.医歯薬出版株式会社,2011,793-807p.
この記事は過去に発行したQ&Aを再編集したものです。
一般医療機器 C&B ナノダイヤモンド研磨材 歯科用研磨器材 届出番号:39B2X10002000002
一般医療機器 C&B ダイヤモンド研磨材 歯科用研磨器材 届出番号:39B2X10002000001
管理医療機器 ツイニー 歯冠用硬質レジン 認証番号:222AABZX00121000
管理医療機器 KZR-CAD HR ブロック3 ガンマシータ 歯科切削加工用レジン材料 認証番号:229AABZX00114000
製造販売元:YAMAKIN 株式会社 〒781-5451 高知県香南市香我美町上分字大谷 1090-3