【歯科技工Q&A】後ろう付けのポイント
【Q1】後ろう付けには、どんな材料や器具が必要か知りたい。
必要な材料と器具、それぞれのポイントを説明します。
-
ろう材
使用する陶材の焼成温度や母合金の液相点を考慮して、ろう材を選択します。
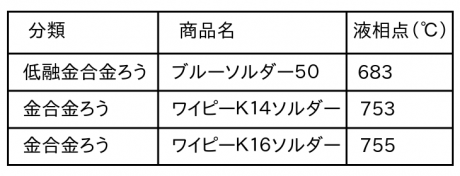
金合金ろう(後ろう付け用)一覧
-
ろう付け用埋没材
粒径が細かく、硬化開始時間までに余裕があるもの。硬化および加熱時の膨張値を考慮して選択します。
例えば「硬化膨張が比較的小さく加熱膨張が1,000℃を超えても成分の石膏が分解によって急激な収縮傾向を示さない」[1] デグベストL(デンツプライシロナ社)など。 -
ろう付け用スタンド
ろう付け用スタンドを使うと少量の埋没材で固定できるため熱効率がよく、埋没材に起因するトラブル(ひび割れなど)が少なくなると言われています。
-
フラックス
後ろう付けの作業温度(約700~850℃)で機能(活性)する液状タイプのフラックスを使用します。例えば活性温度600~980℃のフラックスT(デンツプライシロナ社)など。
液状フラックスは、ろう付け間隙に流し込む際、埋没材ブロックに吸われる可能性があります。容器のキャップ付近に析出するフラックスの結晶と液を混合した状態で使用すると効果的です。
ペーストタイプのフラックスは、活性開始時、泡状に“沸き上がる”現象が発生します。泡が陶材に付着するとクラックが発生する可能性があり、おすすめできません。
-
その他
ポーセレンファーネス、不要になったバー、印象用石膏※、パターンレジン、スティッキーワックス、アンチフラックス、ドライヤーなど
※印象用石膏:普通石膏に調整剤を加えたもので、普通石膏よりも硬化膨張が小さく、硬化時間が短く調整されています。
【Q2】後ろう付けの作業工程が知りたい。
メタルセラミック修復物とゴールドクラウンの後ろう付け工程をご説明します。
-
ワックスアップ
ワックスで最終形態を回復します。

ワックスによる形態回復
今回は、右上5番6番はフルベークタイプのメタルセラミック修復物を、右上7番はゴールドクラウンを製作します。この時点では、コンタクトポイントも完全に回復します。
-
カットバック
カットバックを行う際、コンタクトポイントは、後ろう付けの連結部として残します。クラックによるトラブルを避けるために、咬合面連結部約1mmはメタルセラミック修復用合金(以下、合金)が見える設計にします。
近年では審美性を重視し、コンタクトポイント以外は、すべてセラミックで被う方も多いようですが、フラックスの付着によるクラック発生の可能性が高くなります。
後ろう付け部に近隣した箇所では、ろう材の凝固収縮の影響でクラックが発生しないよう、90度からやや鈍角になるように設計します[1]。

カットバック
ブリッジのポンティック連結部などで後ろう付けを行う場合は、咬合応力に耐えられるように、ろう付け面積(コンタクトポイント)を広く確保できるような設計が必要です。
-
メタルセラミック修復物の完成
メタルセラミック修復物を完成させます。完成後、後ろう付け連結部はシリコンポイントなどで研磨し、メタルの新生面を出します。
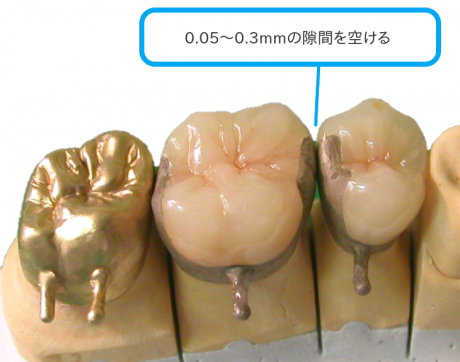
メタルセラミック修復物の完成
コンタクトポイントは、0.05~0.3mmの隙間[1]を空けるようにします。
-
仮着固定
ゴールドクラウンとメタルセラミック修復物を固定します。
埋没方法には、ろう付け用埋没材でブロックを製作する方法と、ろう付け用スタンドを使用する方法があります。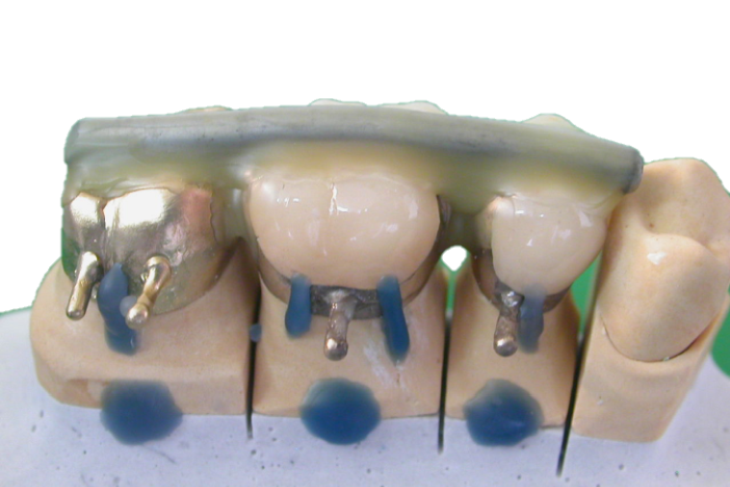
メタルセラミック修復物の固定
ろう付け用スタンドの使用例
作業模型上で連結する場合は、不要になったバーや印象用石膏を使用します。
不要になったバーを使用する場合は、パターンレジンやスティッキーワックスで固定します。その後、位置が動かないように作業模型から慎重に取り外します。 -
ブロックの製作前準備
陶材面はろう付け用埋没材が接触しないようにワックスでコーティングし、ユーティリティワックスなどで埋没材を流しやすいよう囲いを作ります。

ブロック製作前準備
マージンが陶材の場合は、必ずマージンの陶材露出部もワックスでコーティングします。
下部鼓形空隙(コンタクトポイントよりも下部)から埋没材が入らないようにワックスで封鎖します。
ろう付け間隙の舌側には球状にワックスを形成し、ブロックにろう材をセットするためのくぼみが付与できるように考慮します。 -
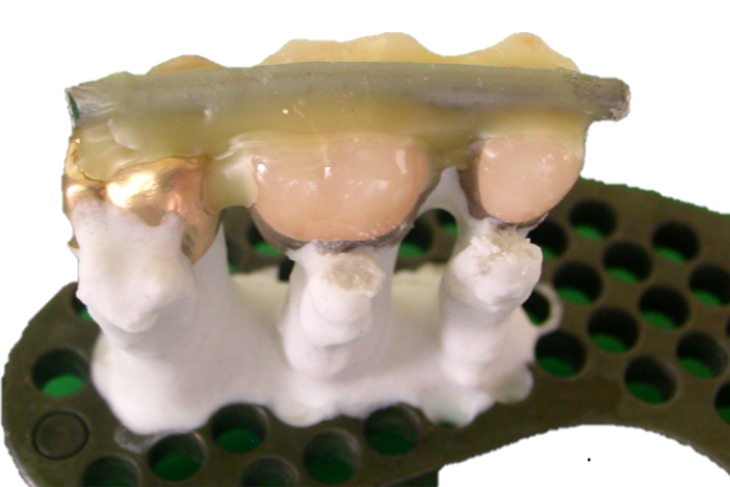
ブロックの製作
ろう付け用埋没材を流し込む際、ろう付け時の熱効率を考慮しできるだけ小さなブロックにします。

ブロックの製作
この際、ろう付け作業時にメタルセラミック修復物およびゴールドクラウンの位置的変形がないようノブを埋没材に埋めることが重要です。
-
仮着材の除去
埋没後1時間ほど放置し、十分埋没材が硬化したことを確認してから熱湯でワックスを洗い流します。
スティッキーワックスは容易に溶けないため、ろう付け間隙や陶材の表面に残留したワックスもスチームクリーナーなどを用いて完全に除去します。
-
ろう付け準備
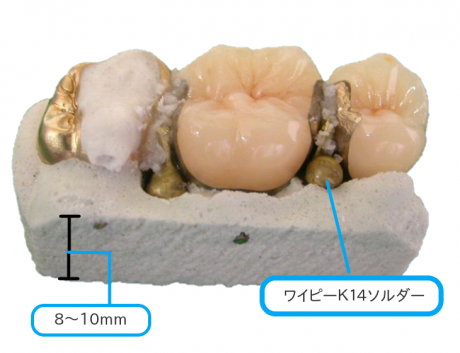
トリーマーなどで、ブロックの余分な箇所を削ります。最終的に、ブロックの大きさは加熱時の強度を保証するため、厚みが補綴物の歯頸部から8~10mmは必要です[1]。
ドライヤーなどで十分に予備乾燥した後、フラックスの液と結晶を混ぜたものをろう付け間隙に詰めます。電気炉内で室温から150~200℃まで陶材焼成時と同じ昇温速度で上昇させ、30分以上係留することでも十分な予備乾燥ができます[1]。
ろう付け準備
ワイピーK14ソルダーは液状フラックスを付着させ、ガスバーナーで“おたまじゃくし”状に溶解し、尻尾の部分をろう付け間隙に差し込むと、ブロックのくぼみに安定して置くことができます。
ゴールドクラウンの咬合面には、アンチフラックスを塗布します。代用として、練和したろう付け用埋没材を置く方法も効果があります。
-
流ろう
炉内温度500℃にセットしたポーセレンファーネスで、約10分炉口乾燥後入炉し、セラミック焼成時の昇温速度で最終温度(ワイピーK14ソルダーの場合800~830℃)まで上昇させ、流ろうします。

ろう付けの終了
最終温度は、ろう材、ブリッジの本数、ブロックの大きさによって調整が必要です。
さまざまな報告がありますが、焼成は真空状態でも大気でも問題なく流すことができます。
酸化抑制のために真空状態で流ろうする[1]文献もありますが、ポーセレンファーネスを真空状態にしても完全な真空にはならないため、ろう材やゴールドクラウンは酸化します。
今回は大気で焼成しましたが、問題なく流れました。ろう付け完了後、過度の継続した加熱を避け、できるだけ早くポーセレンファーネスから取り出すことがポイントです。
-
完成
ろう付け終了後、ブロックを室温まで冷却させ、除去します。
ブロック除去後、希硫酸などで超音波洗浄し、合金の酸化膜およびフラックスを完全に除去します。
完成(咬合面)

完成(内面)
酸化膜を除去した後、水道水または蒸留水で超音波洗浄し、酸を完全に除去します。
作業模型に装着し、位置的変形がないことを確認した上で研磨し完成させます。
※参考文献[1]五十嵐孝義 他編.QDT別冊 現代の歯科ろう付テクニック.クインテッセンス出版,1989,400p.
この記事は過去に発行したQ&Aを再編集したものです。
管理医療機器 ワイピーK14ソルダー 歯科用金ろう 認証番号:221ACBZX00037000
製造販売元:YAMAKIN 株式会社 〒781-5451 高知県香南市香我美町上分字大谷 1090-3