
【歯科技工Q&A】ゼオセライト その他のQ&A
【Q1】ゼオセライトが黄変したように焼きあがった。考えられる要因と対策を知りたい。
ゼオセライトは黄変対策をしていますが、次の要因で発生した可能性があります。対策方法と共にご紹介します。
[要因]
銀(Ag)含有の歯科メタルセラミック修復用貴金属材料(以下、合金)を頻繁に使用したことで、ポーセレンファーネス炉内が銀イオンによって汚染され、ゼオセライトの黄変抑制範囲を超えてしまった。
[対策]
ポーセレンファーネス炉内の耐火材や焼成台を交換するなど、炉内汚染物を取り除くと改善される可能性があります。
詳細はポーセレンファーネスの製造販売元へお問合せください。
[要因]
使用した銀含有合金の劣化やオーバーヒートなどによって発生した、異常な酸化膜の影響を受けた。
[対策]
銀含有率の高い合金は、新しい合金を加えず繰り返し鋳造を行うと、溶解時のガス吸収などにより、極端に劣化が進行することがあります。
劣化した合金で作製したフレームは、通常よりも黒い酸化膜を生成します。この酸化膜の影響を受け、陶材が黄変、緑変することがあります。
次の点に注意して鋳造する、もしくはもう少し銀含有率の低い合金の使用をご検討ください。
繰り返し鋳造の注意
押し湯を使用する繰り返し鋳造では、新しい合金を少なくとも3分の1以上加え、溶解の際はオーバーヒートにならないようご注意ください。
また、ディギャッシング時に通常と異なった酸化膜が発生した場合は、そのフレームの使用を避けてください。
【Q2】使用するポーセレンファーネスにより、メタルセラミック修復物などの焼成状態に差は生じますか。
ポーセレンファーネスは各メーカーの機種により様々な特徴があるため、焼成状態に差が生じます。
異なる特徴を持つ3台のポーセレンファーネスで焼成状態を‘艶感’で判断し検証した実験結果を示します。
【実験方法】
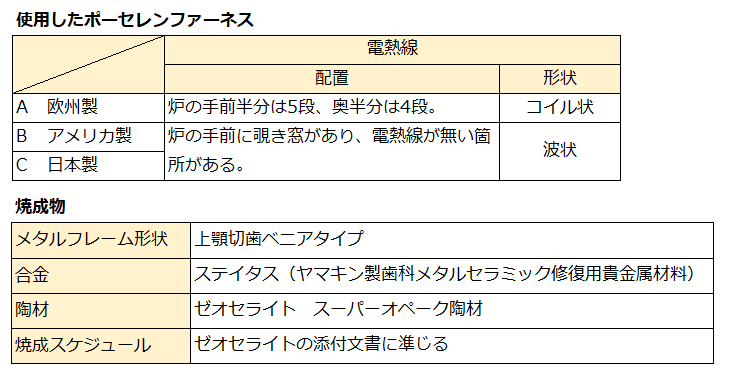
使用したポーセレンファーネスと焼成物
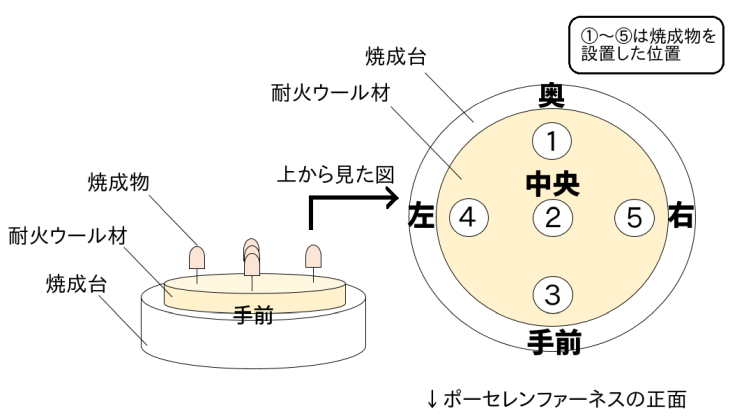
焼成物の設置方法
焼成台に直径4㎝、高さ1㎝の耐火ウール材を設置し、その上にニクロム線(焼成ピンとして使用)を1㎝直立。
耐火ウール材上の5カ所に唇側面(オペーク塗布面)がポーセレンファーネスの手前側※へ向くように焼成物を設置し、5本同時に焼成を行った。
※ポーセレンファーネスを正面から見て手前の位置
【結果】
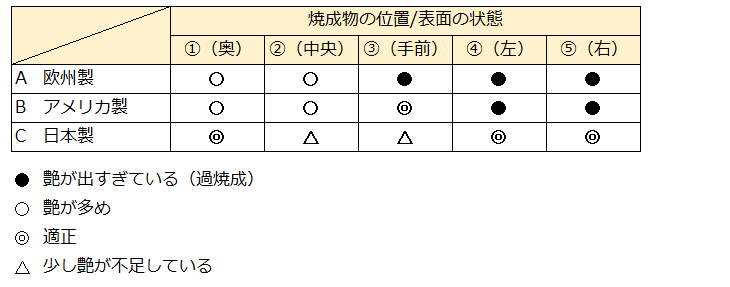
焼成結果
A:欧州製
電熱線の本数が多い手前側③④⑤で過焼成の傾向があります。
B:アメリカ製
覗き窓のため電熱線が無い手前③よりも、奥①および左右④⑤で過焼成の傾向があります。
C:日本製
傾向はBと同様で、電熱線が無い手前③と中央②は少し艶が不足した状態で焼成される傾向があります。
共通
炉の内壁側のフレーム面は、電熱線に近くなるため高めに焼成されていました。
例えば④(左)ではフレームの左側が、⑤(右)では右側が高めに焼成されます。
また、焼成物を直立する向きによっても焼成具合が異なることを確認しました。
【まとめ】
同じ焼成スケジュールでも、ポーセレンファーネスの機種や焼成する位置や立てる向きによって焼成状態が異なることが確認できました。
ご使用の際には試焼きを行い、焼成状態が適正であることを確認の上ご使用ください。
【Q3】臼歯咬合面の形態修正中にチッピングが発生した。原因と対策が知りたい。
考えられる原因と対策をご紹介します。
[原因]
十分な焼成ができておらず未焼成となっている。
[対策]
ご使用のポーセレンファーネスの特徴をよく理解し、症例によって焼成温度を調整する。
焼成状態については、Q2もご参照ください。
[原因]
バーやポイント類の過度な押しつけ、高速回転などにより発熱している。
[対策]
ハンドピースを使用する場合は、モーターの回転数を必要最小限に設定する。
エアタービンを使用する場合は、水が噴射されるタイプのものを使用する。もしくは、水につけ冷やしながら切削する。
補足:ゼオセライトのクラック抑制
ゼオセライトは均質で微細かつ緻密な組織をしています。そのため致命的な(大きな)クラックが発生するような場合でも、ゼオセライトであればチッピングで抑制できるといった特性があります。
下図はゼオセライトを焼成・鏡面研磨した表面と、組織の観察ができるようフッ化水素溶液でエッチング処理した表面の走査型電子顕微鏡(SEM)写真です。ゼオセライトの組織が均質であることが確認できます。
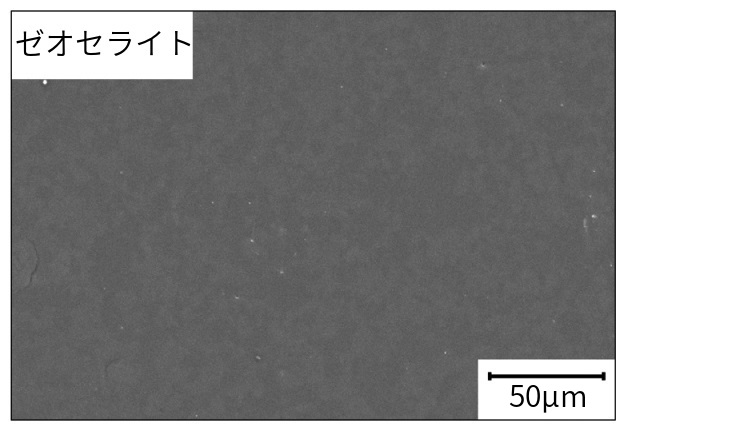
焼成・鏡面研磨した表面
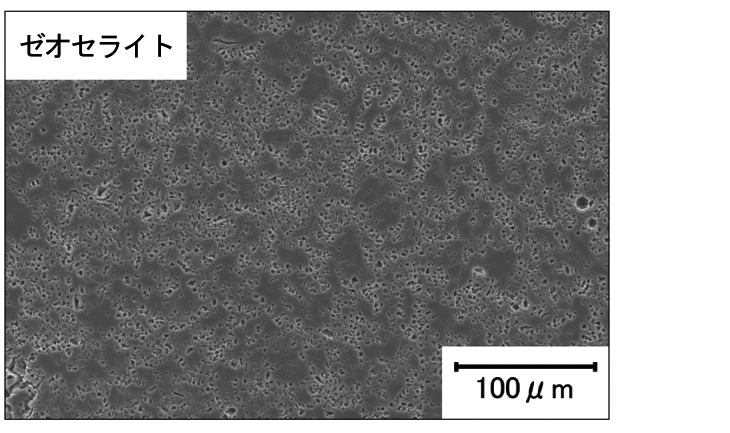
エッチング処理した表面
【Q4】メタルセラミック修復用貴金属材料(メタル)の調整に適したポイントが知りたい。
アルミナ質系セラミックポイントをおすすめします。
スプルーカット部を平にならす場合やメタルの切削量が多い場合などは、切削効率の高いカーボランダムポイント、カーバイトバーなどを使用しますが、最後はアルミナ質系セラミックポイントを低速で回転させ、キズを消すように仕上げてください。
カーボランダムポイントで最後仕上げをすると、成分に含まれる炭化ケイ素の粉末がメタルに埋入し、陶材焼成中に気泡の原因となります。[1]
また、カーバイトバーを使用すると、 下図のようにフレーム表面がささくれた状態となります。その後のアルミナサンドブラスト処理でもささくれは消えず、こちらも気泡の原因となります。
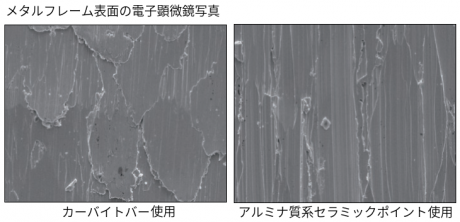
メタルフレーム表面
※参考文献[1]三善由高 他 編.別冊 QDT 失敗しないメタルセラミックス 基本ステップと日常臨床技工でのトラブル対処法.クインテッセンス出版株式会社,2003年,260p.p. 78-82.
管理医療機器 ゼオセライト 歯科メタルセラミック修復用陶材 認証番号:221AABZX00172000
製造販売元:YAMAKIN 株式会社 〒781-5451 高知県香南市香我美町上分字大谷 1090-3