【歯科技工Q&A】鋳造時の注意点(パラジウム系メタルセラミック修復用貴金属材料)
パラジウム系歯科メタルセラミック修復用貴金属材料(以下、パラジウム系合金)は、プレシャス系歯科メタルセラミック修復用貴金属材料(以下、プレシャス系合金)と比較すると、密度が小さいため大きな症例(ロングスパンブリッジ)ではメタルフレームを軽量化でき、陶材焼成時の“たわみ”を抑制できる長所があります。
しかしパラジウムの特性から、パラジウム系合金では鋳造時にガスを吸収する可能性が高く、陶材焼成時の気泡発生の恐れや、合金が劣化し機械的性質が著しく低下するという短所もあり、鋳造時に注意が必要です。パラジウム系合金の鋳造時における注意点を紹介します。
ヤマキンのパラジウム系合金は、以下のリンクをご参照ください。
1.埋没材の選択、リング焼却における注意点
パラジウム系合金は、「ガス」を吸収する可能性が高いため、カーボンが含まれていない埋没材(ノンカーボンタイプ)をヤマキンでは推奨します。
また、鋳造体のパターンやスプルーにワックス以外の樹脂材料を使用される場合は、焼却不足による残留カーボンのガスが鋳型内に残りやすく、合金溶解時にガスを吸収する危険性が高くなるため、リング焼却の係留時間を長くする必要があります。
2.溶解時の注意点
パラジウム系合金は、プレシャス系合金と比較するとパラジウム含有量が多く、パラジウムの特性である「溶解時の粘性が高く流動性が悪くなる」現象が発生し、キャストタイミングが取りづらくなります。
その特性から合金が完全に溶解されていない状態で鋳込まれ、鋳造体がなめられる鋳造欠陥が発生しやすくなるため十分な溶解が必要です。
溶解の目安は、合金が白く発光した状態が適切です。
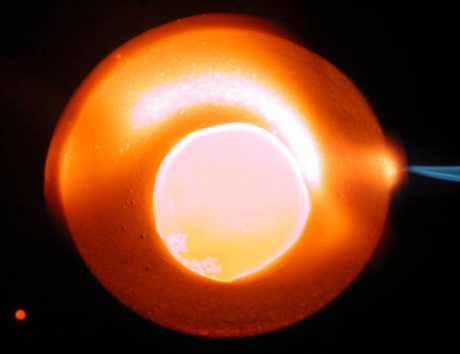
適切な溶解(白く発光している状態)
3.真空加圧型反転式鋳造機の注意点
真空加圧型反転式鋳造機では「カーボンるつぼ」を使用されることが多いと思います。
「カーボンるつぼ」は、加熱後に内部が一酸化炭素、二酸化炭素の還元雰囲気となり、合金が酸化されにくい性質があります。しかしパラジウム系合金の場合は、溶解すると一酸化炭素、二酸化炭素を「ガス」として吸収するため、「セラミックるつぼ」を使用する必要があります。
「セラミックるつぼ」は「カーボンるつぼ」と同様の使い方をすると、溶解時に合金表面に酸化膜が多く発生し、溶解しにくく感じます。次の点に注意するとパラジウム系合金の良好な鋳造体が得られます。
- 溶解時間を短縮し、合金自体の酸化を低減するため、最初から合金を「セラミックるつぼ」に入れておくのではなく、「セラミックるつぼ」だけを先に加熱し、溶解温度に達してから合金を入れる。
- 合金溶解時に適量の専用固形フラックスを使用する。
注意:フラックス量が多すぎると、合金を鋳込んだ際にフラックスを巻き込んでしまうため注意が必要です。
- 合金溶解時にアルゴン雰囲気で溶解する。
注意:アルゴン雰囲気で溶解する場合はフラックスは不要です。