
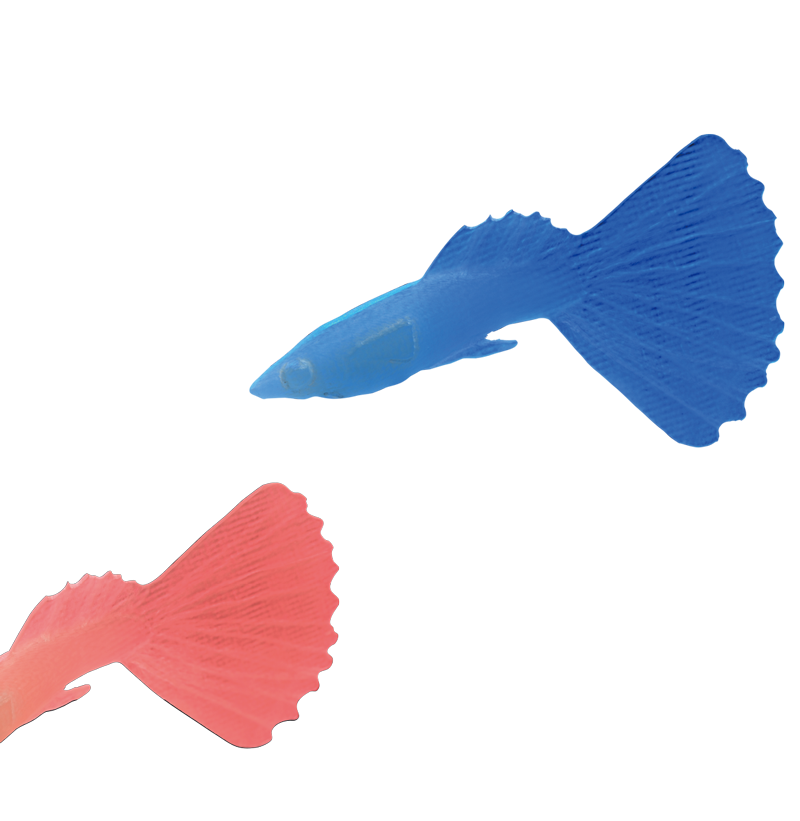
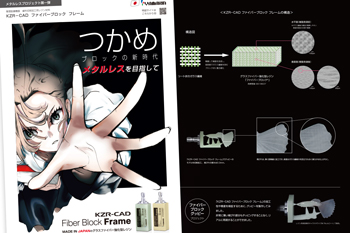
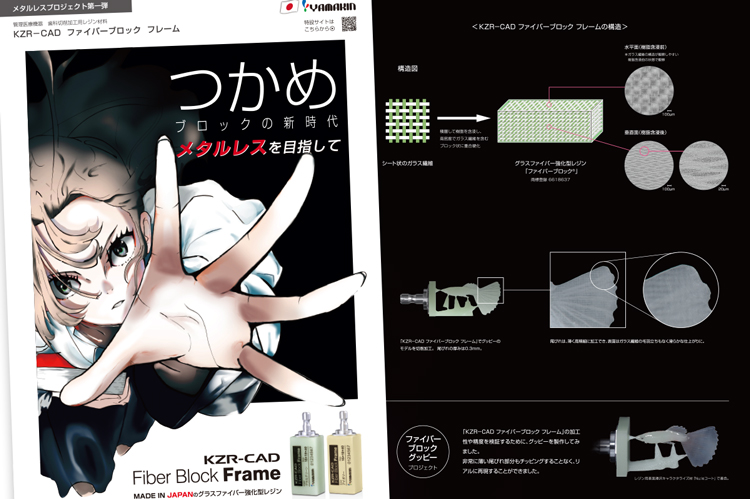
デジタル加工で高精細な再現が可能
「グラスファイバー強化型レジン」

「KZR-CAD ファイバーブロック フレーム」を使用して作製
<KZR-CAD ファイバーブロック フレームの構造>


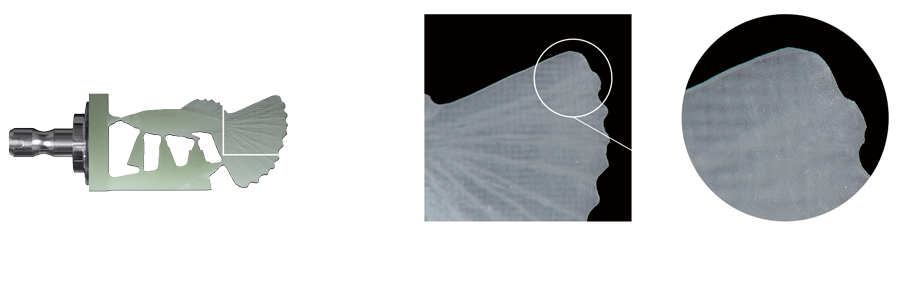

「KZR-CAD ファイバーブロック フレーム」でグッピーの
モデルを切削加工。 尾びれの厚みは0.3mm。
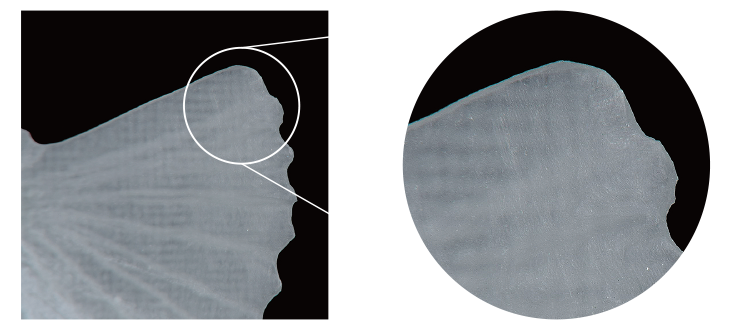
尾びれは、薄く高精細に加工でき、表面はガラス繊維の
毛羽立ちもなく滑らかな仕上がりに。

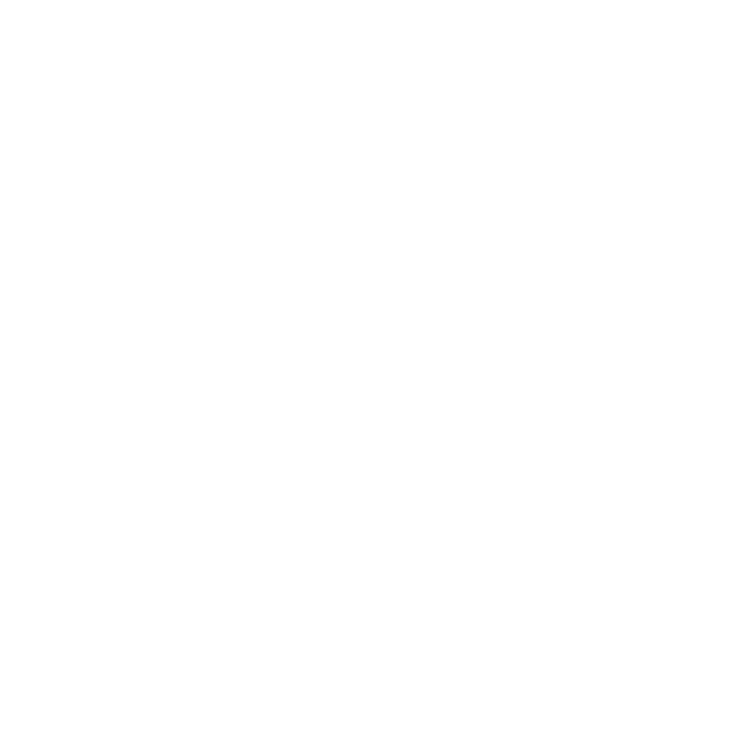
「KZR-CAD ファイバーブロック フレーム」の加工性や精度を検証するために、グッピーを製作してみました。
非常に薄い尾びれ部分もチッピングすることなく、リアルに再現することができました。

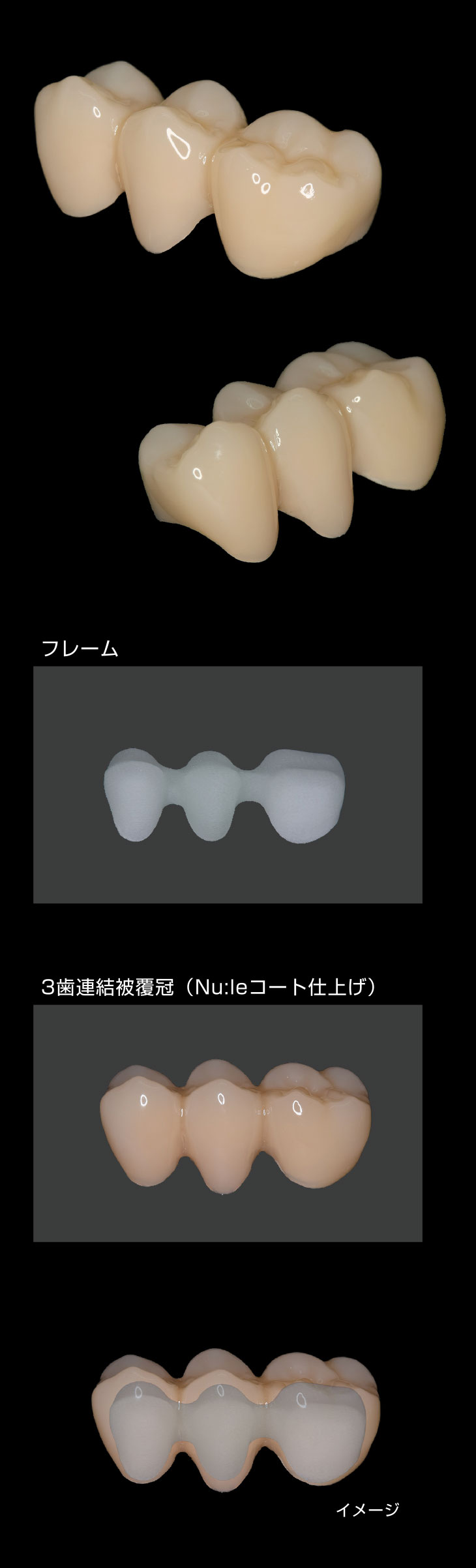
レジン用表面滑沢キャラクタライズ材「Nu:leコート」で着色。
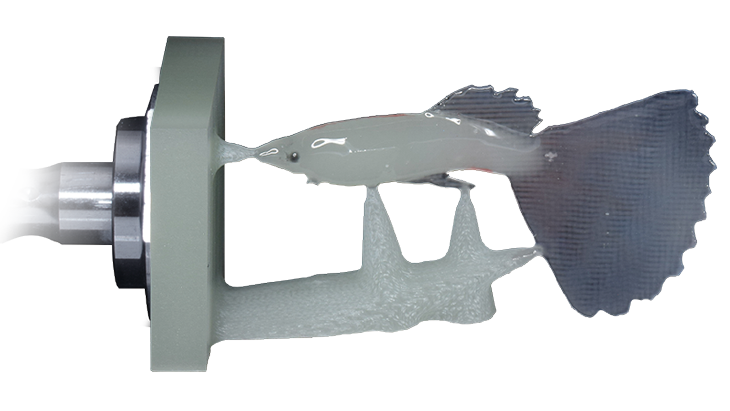
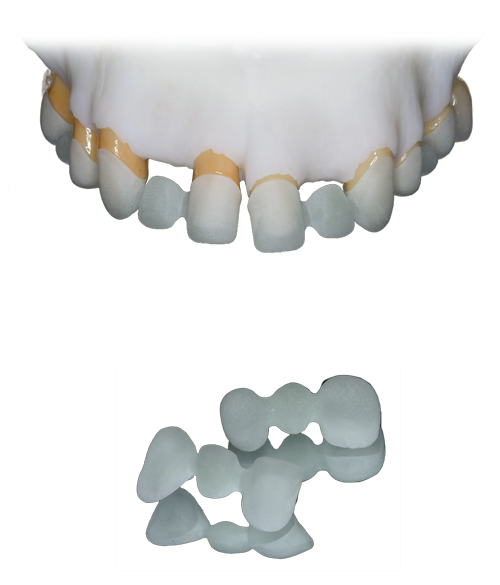
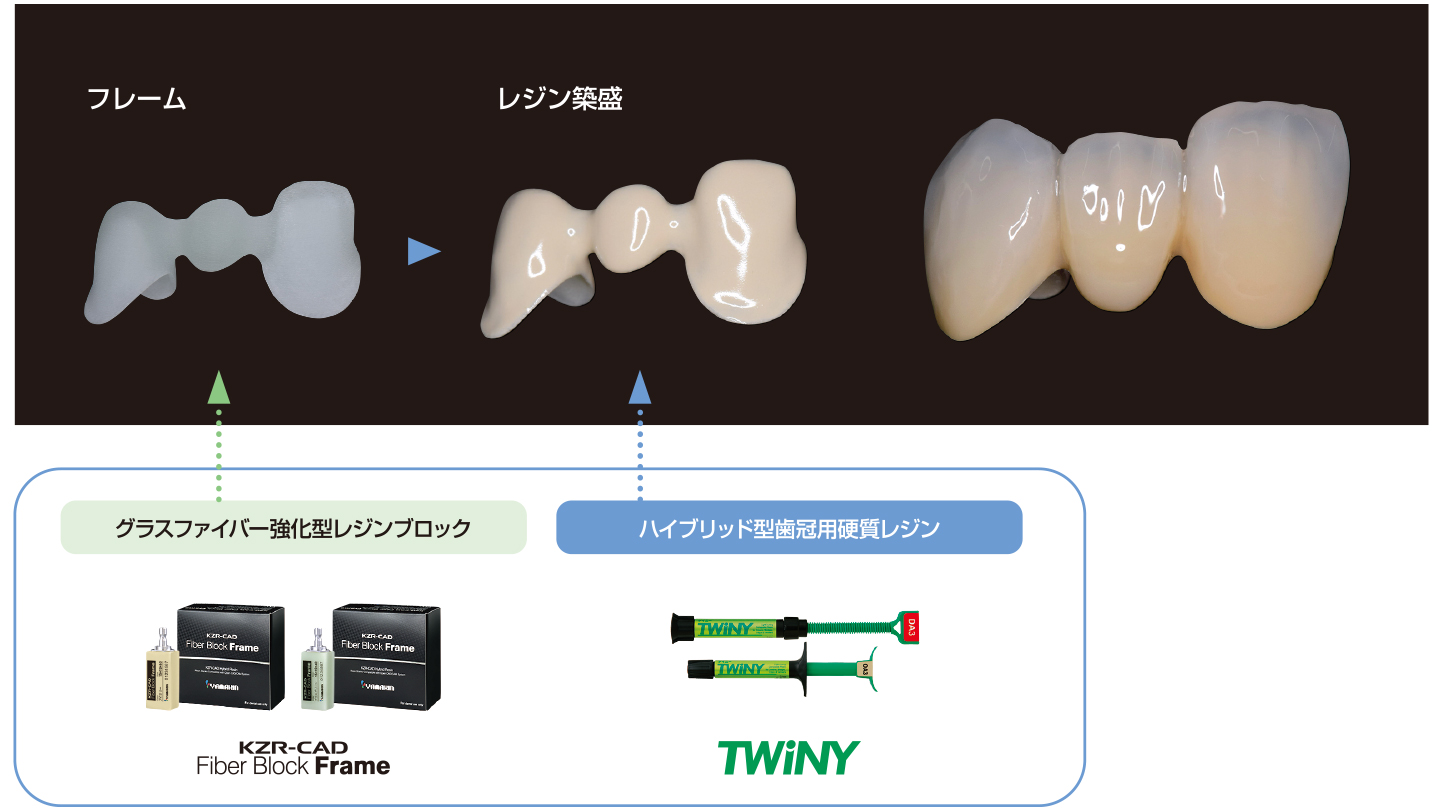
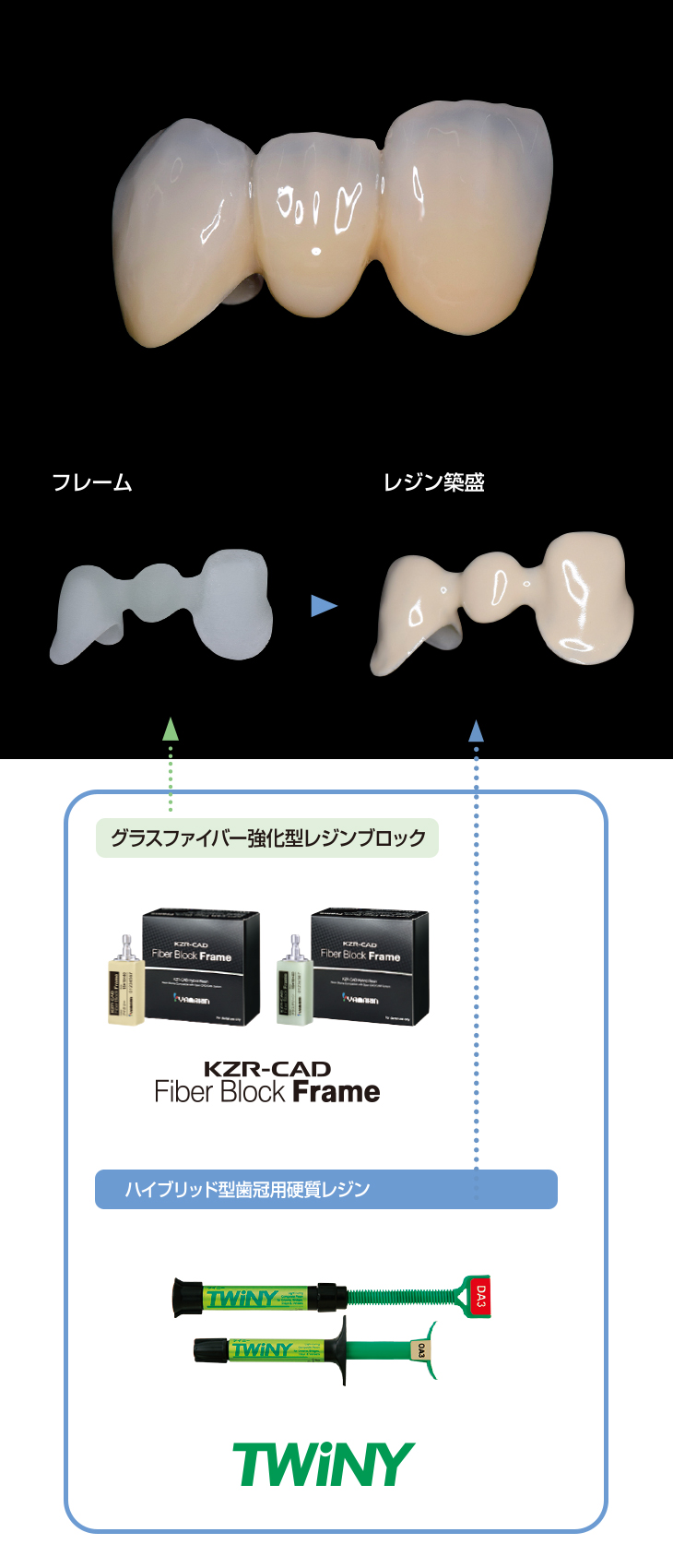
レジン築盛3本ブリッジ
部位:上顎右側①2③、④5⑥、上顎左側①2③、④5⑥
※右側は老年代を、左側は若年代をイメージして製作
使用材料
フレーム:グラスファイバー強化型レジンブロック「KZR-CADファイバーブロックフレーム」(グラスグリーン)
レイヤリング:ハイブリッド型歯冠用硬質レジン「ツイニー」
歯槽骨:3Dプリンター用レジン材料「iMAS モデル」(「TRS 3Dプリンター XL 4K」で造形)



製作:ヤマキン匠の会
iMAS モデル 一般医療機器 歯科用樹脂系模型材 届出番号:39B2X10002000014
TRS 3Dプリンター XL 4K 一般医療機器 歯科技工室設置型コンピュータ支援設計・製造ユニット 届出番号:39B2X10002000023
ガラス繊維充填率
「KZR-CAD ファイバーブロック フレーム」は、曲げ強さが最も高くなるガラス繊維充填率(約76 wt%)に設計しています
(軸面※1に荷重を加えた場合の曲げ強さ)。

曲げ強さ
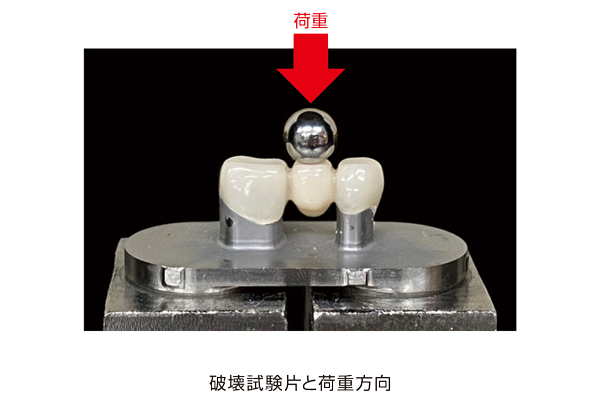
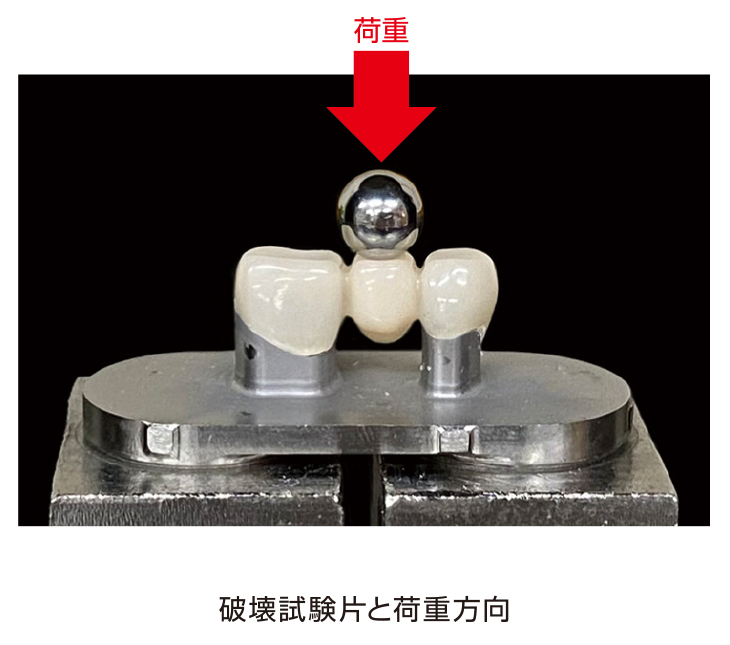
「KZR-CAD ファイバーブロック フレーム」の試験片※3の咬合面と軸面※1に荷重を加えた試験では、いずれの面においても高い曲げ強さであることが確認されています。

※1 「KZR-CAD ファイバーブロック フレーム」構造図参照
※2 JIS T 6517:2011「歯冠用硬質レジン」
※3 JDMAS 245:2020「CAD/CAM冠用歯科切削加工用レジン材料」の試験片形状で水中浸漬1日後に測定
破壊強さ(3本ブリッジ形状)
「KZRーCAD ファイバーブロック フレーム」をフレームとしたブリッジは、レイヤリング材料が「ツイニー」または「KZRーCAD HR ブロックロング ハード」のどちらの場合でも「パラゼット12-n」をフレームとした場合と同等以上になります。

※4 リテンションビーズあり
パラゼット 12-n 管理医療機器 歯科鋳造用金銀パラジウム合金
認証番号:221ACBZX00087000
KZR-CAD ピーク 管理医療機器 歯科切削加工用レジン材料
認証番号:304AKBZX00063000

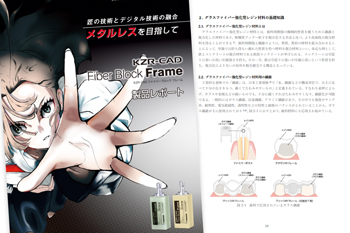
匠の技術とデジタル技術の融合
メタルレスを目指して
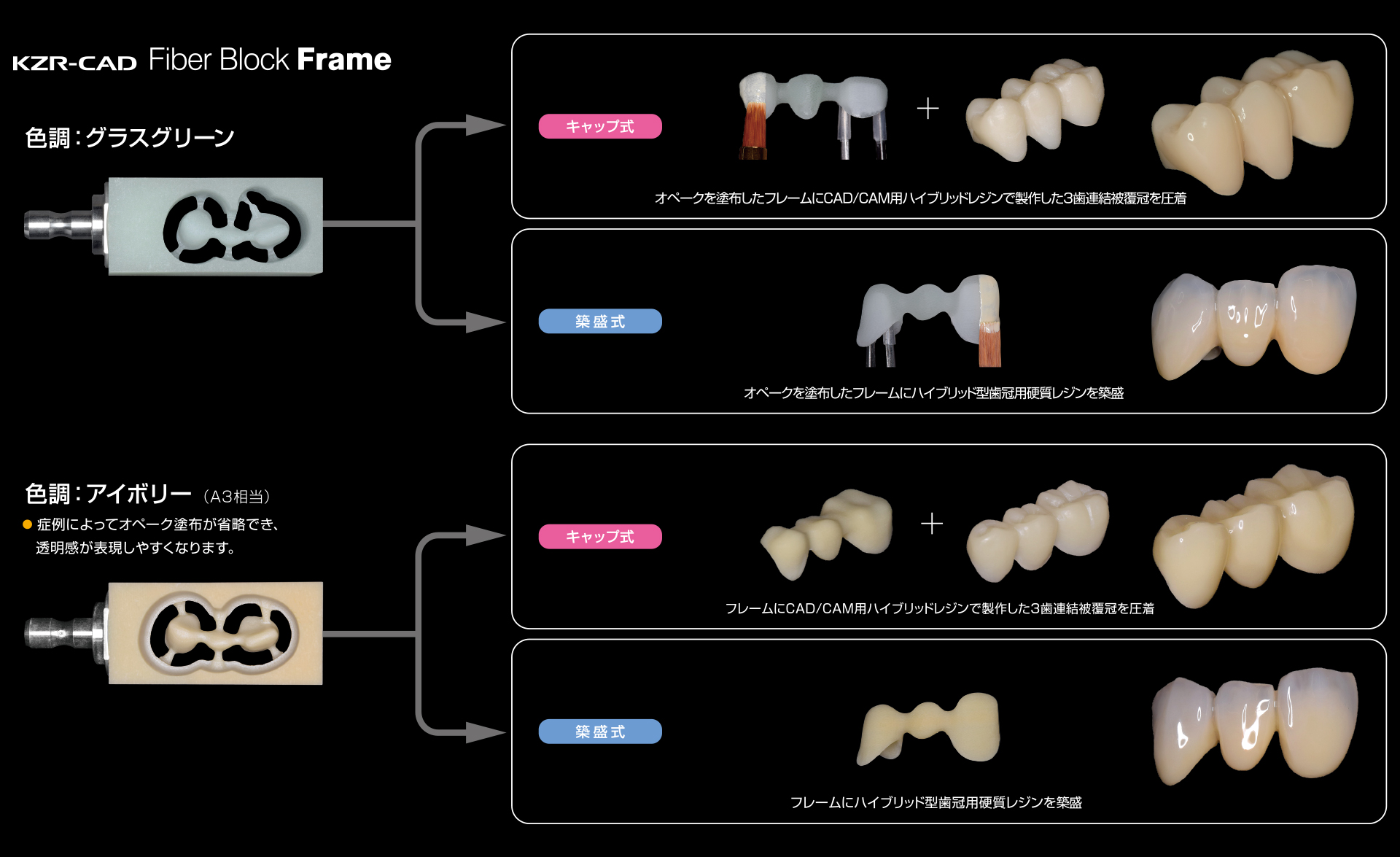

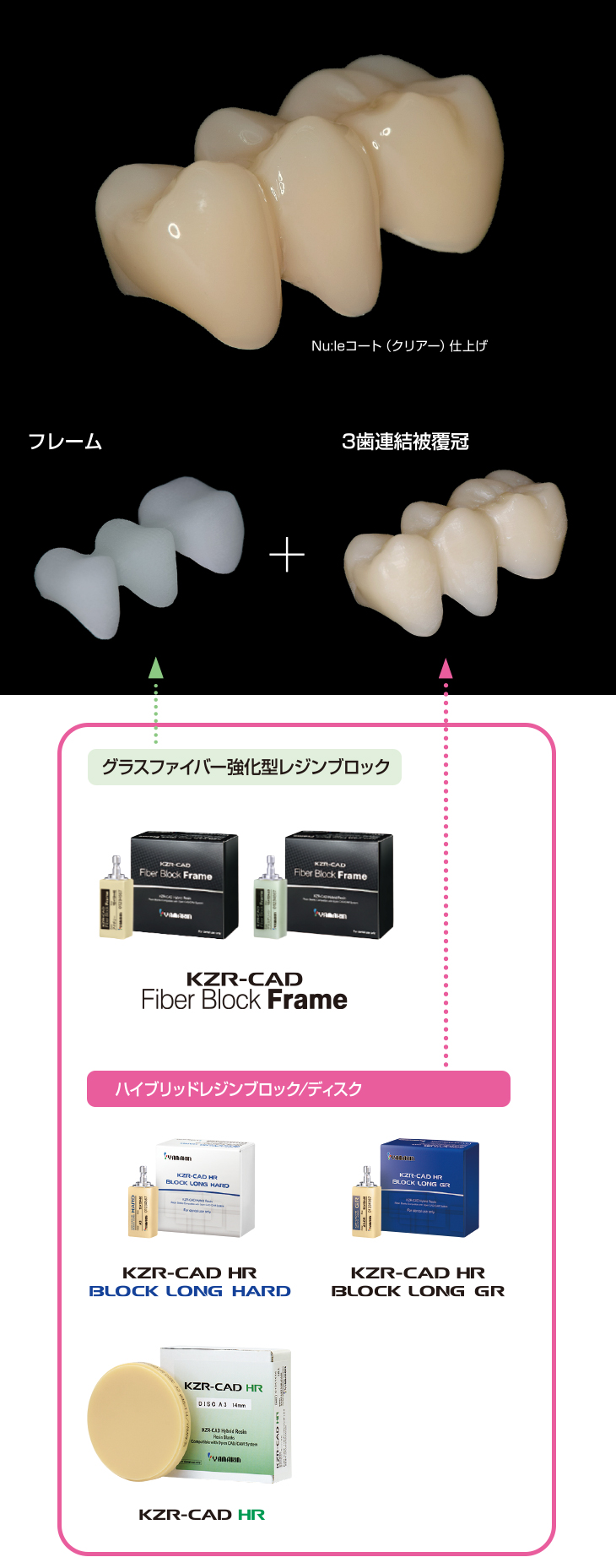
キャップ式
ブリッジ製作のさらなるデジタル化
CAD/CAM切削加工で作製したフレームと3歯連結被覆冠を圧着する方式です。

※本製品および「KZR-CAD HR ブロックロング ハード/GR」を用いたブリッジは保険適用外です。
KZR-CAD ハイブリッドレジンディスク 管理医療機器 歯科切削加工用レジン材料 認証番号:226AABZX00047000
制作手順
ご使用の前には、使用する材料の電子添文を
必ずお読みください。
-
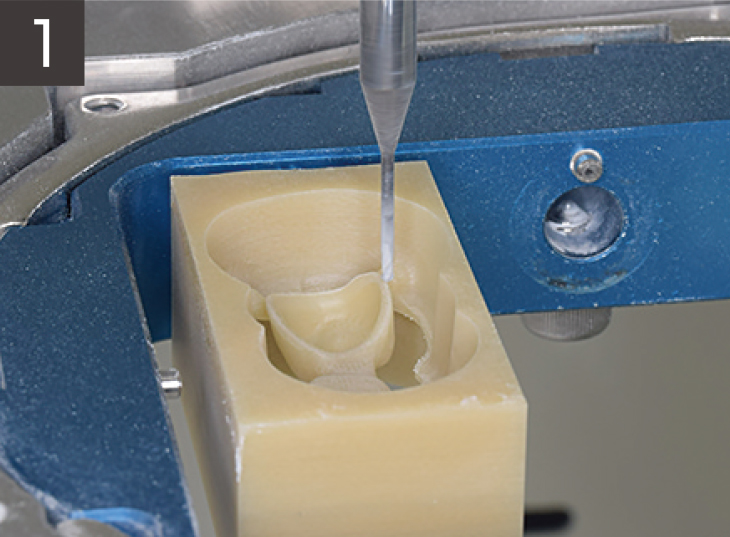
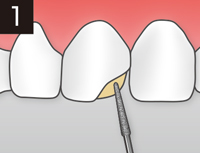
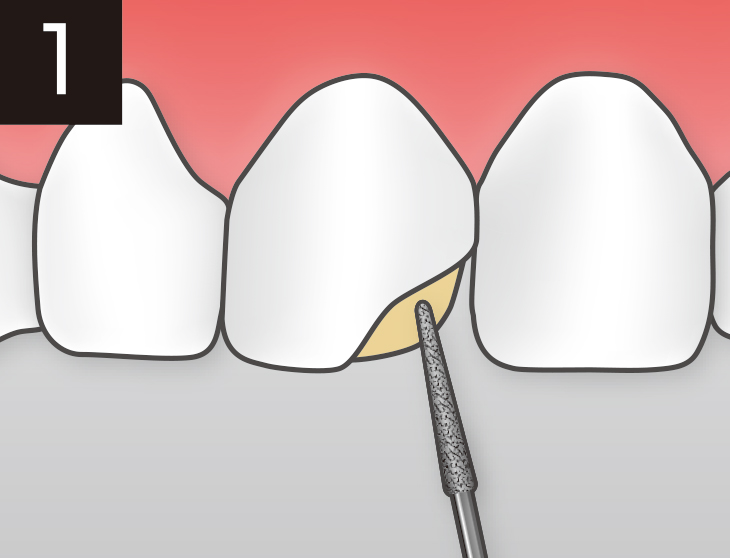
 模型をスキャンし、フレームのCAD 設計をおこない、「KZRCADファイバーブロックフレーム」でフレームを作製。
模型をスキャンし、フレームのCAD 設計をおこない、「KZRCADファイバーブロックフレーム」でフレームを作製。
-

 フレームを模型にセットし、再スキャンおよび3歯連結被覆冠(以下、被覆冠)のCAD設計※1~3。
フレームを模型にセットし、再スキャンおよび3歯連結被覆冠(以下、被覆冠)のCAD設計※1~3。
-

 「KZR-CAD HR ブロックロング ハード/GR」で被覆冠を作製。
「KZR-CAD HR ブロックロング ハード/GR」で被覆冠を作製。
-

 フレーム表面と被覆冠内面をアルミナサンドブラスト(0.2~0.3MPa)で処理し、洗浄・乾燥後、シランカップリング材含有の表面処理材を塗布※4。
フレーム表面と被覆冠内面をアルミナサンドブラスト(0.2~0.3MPa)で処理し、洗浄・乾燥後、シランカップリング材含有の表面処理材を塗布※4。
-

 被覆冠内面に歯科接着性レジンセメントまたは、フロータイプのハイブリッド型歯冠用硬質レジン(例:ツイニーフロー)を充填。
被覆冠内面に歯科接着性レジンセメントまたは、フロータイプのハイブリッド型歯冠用硬質レジン(例:ツイニーフロー)を充填。
-

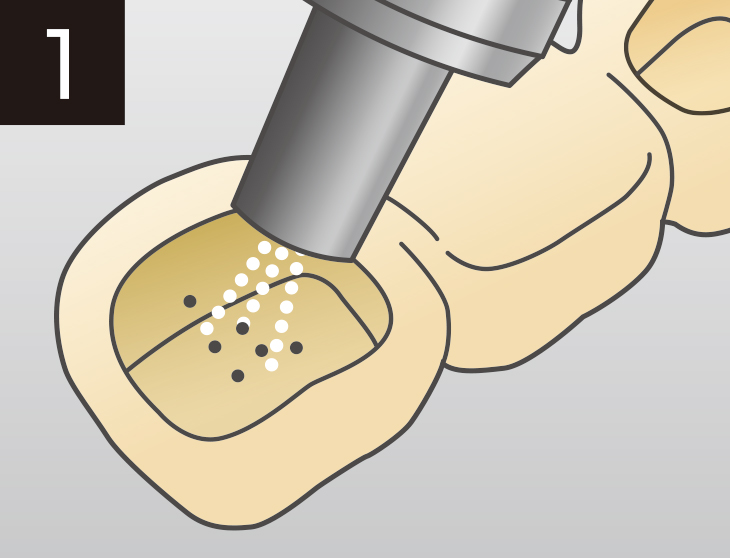
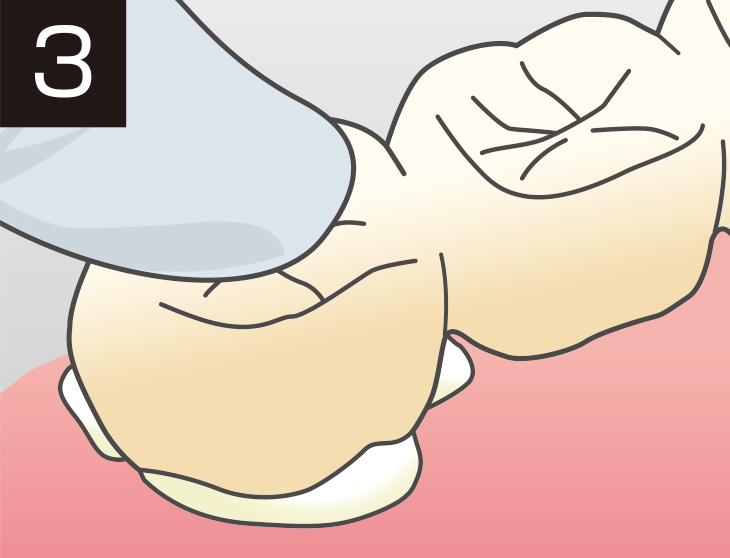
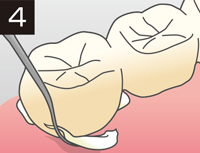
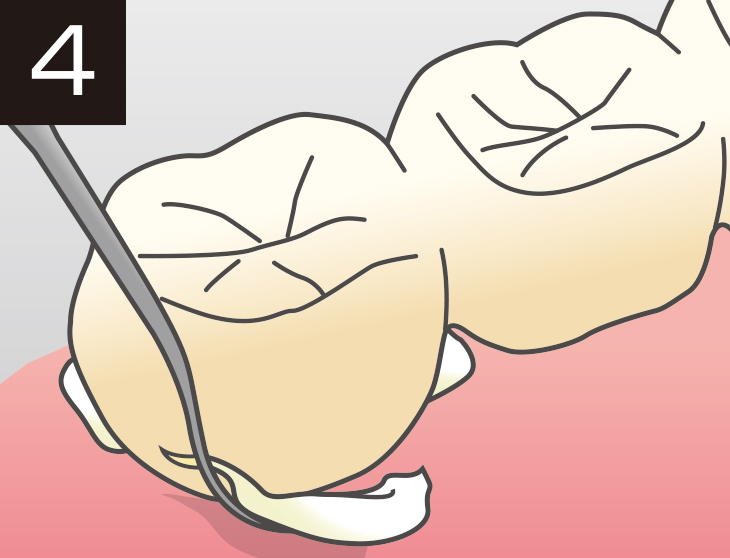
 模型にセットしたフレームに被覆冠を圧着し、余剰レジンを除去。
模型にセットしたフレームに被覆冠を圧着し、余剰レジンを除去。
(模型には分離材(例:レジンセパレーター)を塗布してください。) -

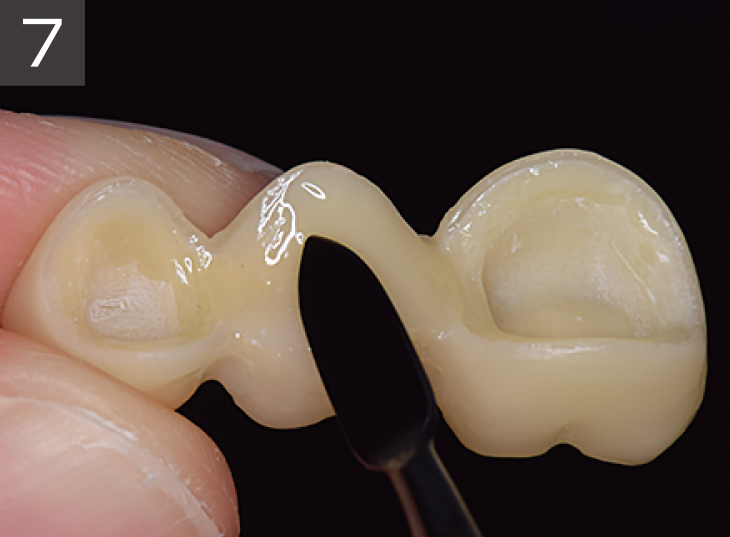 フレームが露出しないようハイブリッド型歯冠用硬質レジンを築盛・重合。
フレームが露出しないようハイブリッド型歯冠用硬質レジンを築盛・重合。
(ポンティック基底面、連結部下部、ショートマージンの場合のマージン部) -

 形態調整・加熱処理※5をおこない、研磨して完成。
形態調整・加熱処理※5をおこない、研磨して完成。
-


※1 グラスグリーンの場合、アルミナサンドブラスト処理し、洗浄・乾燥後、シランカップリング材含有の表面処理材を塗布し、ハイブリッド型歯冠用硬質レジンのオペークを塗布してください。
※2 支台歯がメタルコアの場合や色調によってはアイボリーの場合でもグラスグリーンと同様の手順でオペーク塗布が必要な場合があります。
※3 オペークを塗布した場合、光重合後、フレームをアルコール洗浄して未重合層を除去し、スキャンしてください。
※4 オペークを塗布した面はオペークが剥がれるためサンドブラストはしないでください。
※5 加熱処理は「ツイニー」などの加熱処理が必要なハイブリッド型歯冠用硬質レジンを使用した場合のみおこなってください。
キャップ式の臼歯3本ブリッジ
部位:上顎右側④5⑥
使用材料
フレーム:グラスファイバー強化型レジンブロック「KZR-CADファイバーブロックフレーム」(グラスグリーン)
3歯連結被覆冠:ハイブリッドレジンブロック「KZR-CAD HR ブロックロング ハード」(A3)
レイヤリング(オペーク・基底面):ハイブリッド型歯冠用硬質レジン「ツイニー」
仕上げ
「Nu:l eコート」(クリアー)塗布

築盛式
匠の技術とデジタル技術の融合
CAD/CAM切削加工で作製したフレームにハイブリッド型歯冠用硬質レジン(例:ツイニー)を築盛する方式です。
※本製品を用いたブリッジは保険適用外です。
制作手順
ご使用の前には、使用する材料の電子添文を
必ずお読みください。
-

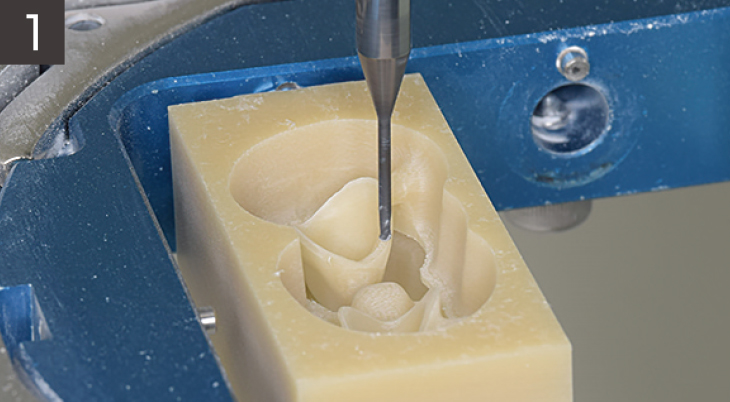 模型をスキャンし、フレームのCAD設計をおこない、「KZR-CAD ファイバーブロック フレーム」でフレームを作製。
模型をスキャンし、フレームのCAD設計をおこない、「KZR-CAD ファイバーブロック フレーム」でフレームを作製。
-

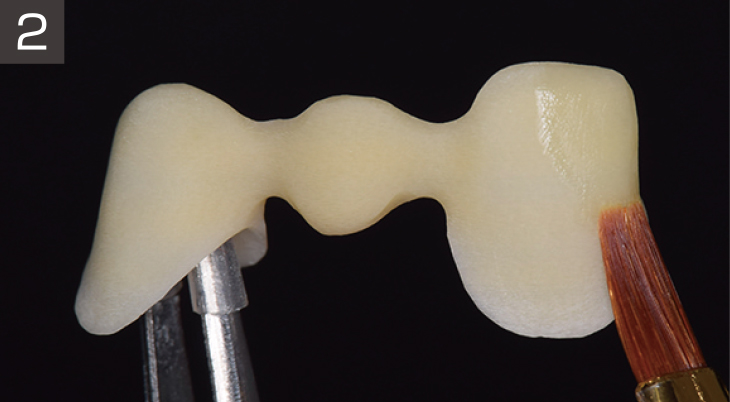 築盛面をアルミナサンドブラスト(0.2~0.3 MPa)で処理し、洗浄・乾燥後、シランカップリング材含有の表面処理材を塗布※1,2。
築盛面をアルミナサンドブラスト(0.2~0.3 MPa)で処理し、洗浄・乾燥後、シランカップリング材含有の表面処理材を塗布※1,2。
-

 ハイブリッド型歯冠用硬質レジンをフルカバレッジで築盛・重合。
ハイブリッド型歯冠用硬質レジンをフルカバレッジで築盛・重合。
-

 形態調整・加熱処理※3をおこない、研磨して完成。
形態調整・加熱処理※3をおこない、研磨して完成。
※1 グラスグリーンの場合、アルミナサンドブラスト処理し、洗浄・乾燥後、シランカップリング材含有の表面処理材を塗布し、ハイブリッド型歯冠用硬質レジンのオペークを塗布してください。
※2 支台歯がメタルコアの場合や色調によってはアイボリー場合でもオペーク塗布が必要な場合があります。
※3 加熱処理は「ツイニー」などの加熱処理が必要なハイブリッド型歯冠用硬質レジンを使用した場合のみおこなってください。
●重合時間※弊社販売重合器
| 工程 | LEDキュアマスター※ | その他の光重合器 |
| マルチプライマー リペアーリキッドワン 光重合 | 約10秒 | 約60秒 |
| ツイニーオペーク 光重合 | 約30秒 | 約180秒 |
| ツイニーボディレジン 光重合 | 約10秒 | 約60秒 |
| ツイニーボディレジンフロー 光重合 | 約10秒 | 約60秒 |
| ツイニー 最終光重合 | 約90秒 | 約180秒 |
| ツイニー 加熱処理 | 約110℃、約15分 | |
臨床例
部位:上顎左側④5⑥
使用材料
フレーム:グラスファイバー強化型レジンブロック「KZR-CADファイバーブロックフレーム」(グラスグリーン)
レイヤリング:ハイブリッド型歯冠用硬質レジン「ツイニ―」
仕上げ
研磨


写真提供:医療法人社団皆誠会 はらデンタルクリニック(埼玉県所沢市) 原 智樹 氏
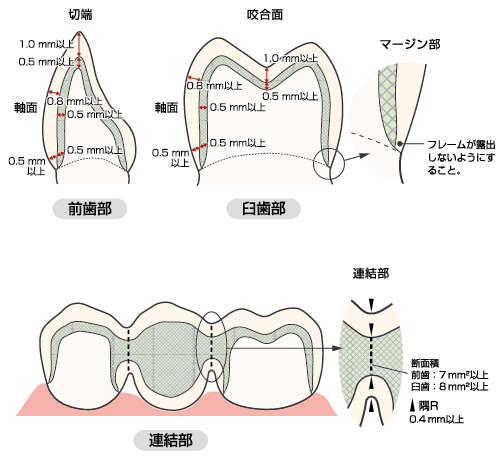
支台歯形成と修復物の設計
ハイブリッド型歯冠用硬質レジン(例:ツイニー)を使用し、
歯冠表面に本製品が露出しないようにフルカバレッジでご使用ください。
ご使用の前には、必ず本品および関連材料の
電子添文をお読みください。
| 咬合面・切端 | 軸面 | マージン部 | 連結部 | |
| フレーム | 0.5mm以上 | 0.5mm以上 | 0.5mm以上 |
高さ2mm以上 前歯の断面積:7mm²以上 臼歯の断面積:8mm²以上 |
|
3歯連結被覆冠 (キャップ式) |
1.0mm以上 | 0.8mm以上 | 0.5mm以上 | 1.0 mm以上 連結部下部はハイブリッド型 歯冠用硬質レジンを 1.0 mm以上築盛 |
|
ハイブリッド型 歯冠用硬質レジン (築盛式) |
1.0mm以上 | 0.8mm以上 | 0.5mm以上 | フレームの連結部周囲に 1.0 mm以上を築盛 |

ピンチイン(画像拡大)してご覧ください。
※咬合面・舌面の咬合圧が直接加わる部分を除き、厚みが十分に取れる場合は、フレームの厚さを大きくすること
※クラウンとポンティックの連結部の隅Rは0.4 mm以上とすること
・支台歯は左表に示す修復物が設計できるように、咬合面・切端で1.5mm以上、軸面で1.3mm以上、マージン部で1.0mm以上、連結部の高さで4mm以上の厚みを確保するように形成し、隅角部は丸めてください。
・マージン部はディープシャンファーまたはラウンドショルダーでラフマージンとならないように形成すること。
・修復物は左表の厚さおよび注意事項を厳守し、咬合面・舌面の咬合圧が直接加わる部分を除き、厚みが十分に取れる場合はフレームが厚くなるように設計してください。
・キャップ式の場合、連結部下部およびポンティック基底面にはハイブリッド型歯冠用硬質レジンを築盛し、フレームが露出しないようにすること。
・築盛式の場合、ハイブリッド型歯冠用硬質レジンを使用し、ポンティック部の歯肉側や咬合面などにフレームが露出しないようにフルカバレッジで築盛すること。

口腔内セット
デュアルキュア型あるいは化学重合型の歯科接着用レジンセメントを使用して口腔内にセットします。使用する材料の電子添文や取扱説明書に従ってください。
- 接着面を約50µmのアルミナサンドブラスト処理(約0.2~0.3MPa)し、水洗・乾燥
- 試適後は接着面にリン酸エッチング材を塗布し、水洗・乾燥。その後、接着面をシランカップリング材含有のプライマーで表面処理
※試適後にサンドブラスト処理をする場合は、リン酸エッチング材の塗布は不要。 - 歯科接着性レジンセメントを塗布・圧接
- 余剰セメントを除去



口腔内リペア
コンポジットレジン(例:ア・ウーノ、TMR-ゼットフィル10.)で修復します。各材料の使用方法は、使用する材料の電子添文や取扱説明書に従ってください。
- ダイヤモンドポイント等で修復面を粗造化し、水洗・乾燥
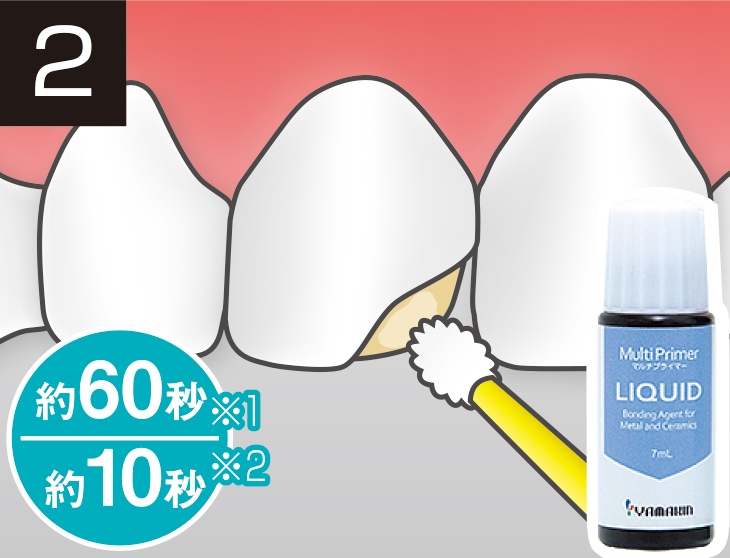
- 修復面にマルチプライマー リキッドを塗布・乾燥
※1自然乾燥の場合の乾燥時間
※2エアー乾燥をおこなう場合は、バキュームで吸引しながら約10秒間エアーブローをおこなう - 修復面にTMR-アクアボンド0-nを塗布・エアー乾燥・光重合
- コンポジットレジンを充填し、形態修正・研磨
※修復部の色調を遮蔽したい場合はオペークを塗布



TMR-アクアボンド0-n 管理医療機器 歯科用象牙質接着材(歯科セラミックス用接着材料、歯科金属用接着材料、
歯科用知覚過敏抑制材料、歯科用シーリング・コーティング材)認証番号:303AABZX00049000
ア・ウーノ 管理医療機器 歯科充填用コンポジットレジン 認証番号:304AABZX00013000
TMR-ゼットフィル10. 管理医療機器 歯科充填用コンポジットレジン 認証番号:230AABZX00066000
パンフレット
製品パンフレット (PDF:5.07MB)
製品レポート (PDF:11.4MB)
歯科切削加工用レジン材料

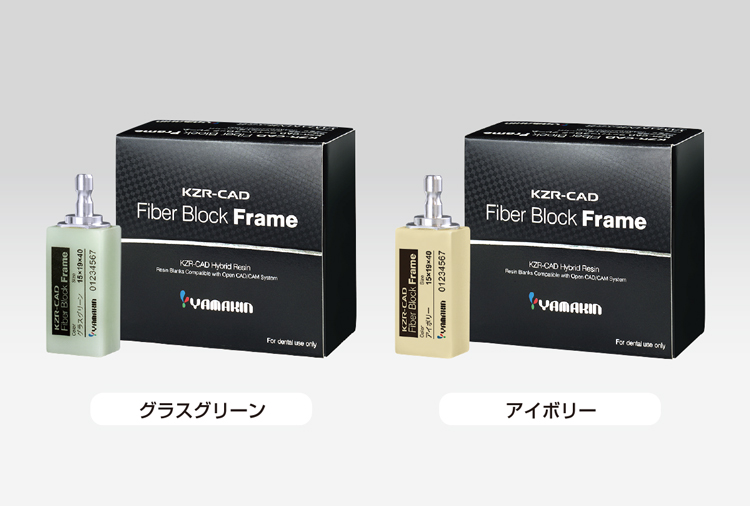
KZR-CAD ファイバーブロック フレーム
管理医療機器 歯科切削加工用レジン材料
認証番号:304AKBZX00077000
色調:グラスグリーン、アイボリー
1個入り 12,000円
3個入り 34,200円

| サイズ | a | b | c |
| 15×19×40 | 15.5 | 19 | 40 |
(単位:mm)
関連製品
-
単色・高強度タイプ
KZR-CAD HR ブロックロング ハード
管理医療機器 歯科切削加工用レジン材料
認証番号:305AKBZX00071000 -
グラデーションタイプ
KZR-CAD HR ブロックロング GR
管理医療機器 歯科切削加工用レジン材料
認証番号:305AKBZX00072000


-



セラミックス・クラスターが
もたらすイノベーションツイニー
管理医療機器 歯冠用硬質レジン(ハイブリッド型)
認証番号:222AABZX00121000 -



幅広い材質に対応する
シランカップリング材含有の表面処理材
ファイバーブロックにもマルチプライマー
管理医療機器 歯科金属用接着材料
(歯科セラミックス用接着材料、歯科レジン用接着材料)
認証番号:226AABZX00069000 -


クイック&エコロジー
LED 採用の光重合器LEDキュアマスター
一般医療機器 歯科技工用重合装置
届出番号:26B2X10018000017
販売元:YAMAKIN株式会社 〒543-0015 大阪市天王寺区真田山町3番7号
製造販売元:デンケン・ハイデンタル株式会社
〒601-8356 京都市南区吉祥院石原京道町24番地3 -



高い曲げ強さと耐衝撃性を両立
KZR-CAD ハイブリッドレジンディスク
管理医療機器 歯科切削加工用レジン材料
認証番号:226AABZX00047000


さらっと塗りやすい
コーティング・キャラクタライズに


厚みを持たせたい部分に
Nu:leコート(ヌールコート)
管理医療機器 歯科表面滑沢硬化材
(高分子系歯冠用着色材料、歯科レジン用接着材料、
歯科レジン系補綴物表面滑沢硬化材、
歯科接着・充填材料用表面硬化保護材、歯面コーティング材)
認証番号:303AABZX00051000


