| ■下記の項目をクリックするとジャンプします。 | |
| Q1 スーパーエイジェントG-Ⅱとは? Q2 ボンディング層と陶材の結合機構は?(SiとAlの添加効果) Q3 ボンディング層と合金層との結合機構は? Q4 界面気泡の抑制効果は? Q5 Pd-Ag系における黄変防止効果はあるのか? Q6 色調的な審美効果は? |
| A “スーパーエイジェントG-Ⅱ”は、ゴールドボンディング材では得ることのできなかった陶材と合金の接着界面における化学的結合を、新しい接着理論に基づき可能にしました。 (アメリカ特許:No.5769932) |
 |
|
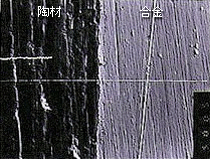
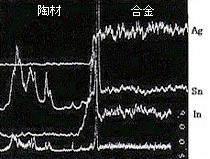
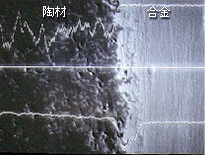
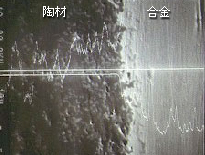
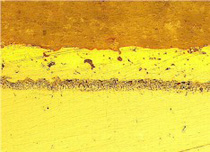
| A 従来の合金と陶材の化学的結合機構において最も有力であるとされてきた「酸化物による中間層を介しての結合」「酸化物層と陶材間の結合」「固溶拡散による結合」は、図1に示すように合金に微量添加されたSn(スズ)、In(インジウム)などの金属元素が、加熱焼成することによって選択酸化され、 合金表面にSnO2、In2O3などの金属酸化物が析出し、この酸化物層を介して陶材成分中のSiO2、Al2O3、SnO2などの金属酸化物間と相互拡散が生じることによる結合機構であるといわれており1~3)、図2のEPMA分析においても、溶着界面付近でSn、Inが激しく拡散していることが観察できます。 | 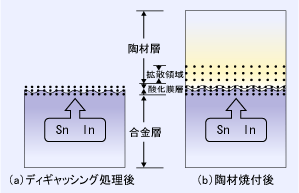
図1. 貴金属系合金における合金と陶材間に 生じる酸化物層の拡散固溶状態の模式図 |
|
 |
 |
||
| A. 52%Au-28%Pd-15%Ag系合金と 溶着陶材の断面写真(×800) |
B. EPMAによる線分析 | ||
| 図2. EPMA分析 | |||
| これは、各金属酸化物間の結晶構造が近似し、かつ全率固溶することによって生じる物性的特性によるものでありますが一般的にこれら金属酸化物間の溶着強度は、各々の親和性(物性的相性)によるところが大きいと考えられます。 従来、陶材成分中の酸素原子が、合金表面に析出した酸化物層中のSn、Inなどと化学的に結合し、接着界面において酸化物層を介した結合機構が生じていると言われています。4) さらに、この化学的結合機構において、特に陶材と合金の溶着強度には、陶材中に含有しているSnO2(5~15%)の量が関与しているといわれています。 SnO2は陶材成分中にも含有していますが、合金表面の酸化物層にも存在しています。 これら相方のSnO2は、同種の金属酸化物であることから親和性は良好であり、溶着強度は向上します。 しかし、SnO2は陶材成分中で5~15%の添加量であることから従来の接着界面近傍におけるSnO2の拡散固溶で十分であるのかという疑問を感じます。 陶材はさまざまな酸化物から構成されていますが、SiO2(50~60%)、Al2O3(10~15%)の二種類の酸化物で65~70%を占めています。 これは、陶材成分中に添加されているSnO2量の4.3~14倍に相当します。 そこで、これらの酸化物と合金表面に析出した酸化物層間に従来の溶着界面近傍におけるSnO2の拡散・固溶と類似した結合機構を可能にすれば、合金と陶材の溶着強度を飛躍的に向上させることができるのではないかという発想に基づいて開発を行いました。 “スーパーエイジェントG-Ⅱ”は純金微粉末(図3)にSi・Alの各元素を配合することに成功したゴールドボンディング材であります。 “スーパーエイジェントG-Ⅱ”をメタルフレーム表面に焼き付けることによって、メタルフレーム側にSi・Alを強固に結合させることができます。 さらに陶材を築盛・焼成した際には、陶材の主成分であるSiO2・Al2O3と、ボンディング層表面に析出してきたSi・Alの酸化物とが相互に拡散・固溶することによって、ボンディング材では得ることができなかった強固な化学的結合を可能にしました。 |
|
 |
|
| 図3. スーパーエイジェントG-Ⅱに使用 している純金微粉末(×1,000) |
|
| 図3. 純金微粉末のSEM像(走査型電子顕微鏡写真) | |
| 図4-A、B、C、Dは60.5%Pd-27.5%Ag合金と陶材との溶着面近傍における断面のEPMA像です。 図4-A、Bは線分析結果であり、図4-C、Dは面分析結果です。 Si・Alは、いずれも“ボンディング層→溶着界面→陶材層”へと徐々に拡散していることが認められます。 |
|
 |
 |
||
| A. 上:Auの線分析、下:Siの線分析 | B. 上:Agの線分析、下:Alの線分析 | ||
 |
 |
||
| C. Siの面分析 | D. Alの面分析 |
| 図4. 60.5%Pd-27.5%Ag合金と溶着陶材の断面におけるEPMA像 | |||
| A 一般的に、合金と陶材の接着力の増強を行う目的で、ボンディング材を使用していますが、剥離や破折は、合金とボンディング層との溶着が不十分であったために生じると考えられます。 そこで、“スーパーエイジェントG-Ⅱ”は、合金に焼付けた際に拡散性を向上させるために、基本となる素材として0.2~1μmの純金微粉末を効果的に配合しました。 これによって、ボンディング層と合金との溶着力が向上し、“合金層-ボンディング層-陶材層”の三層間の溶着力を相互に増強することを可能にしました。 上記図4-Aは、ボンディング材成分中のAuが、“ボンディング層-合金層”へと拡散・固溶し、二層間の溶着不足から生じる剥離や破折のトラブルを解消できることを示唆しています。 |
|
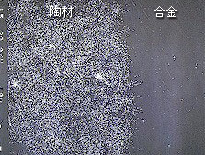
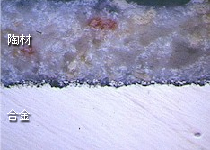
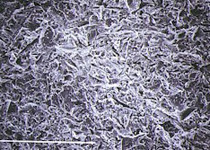
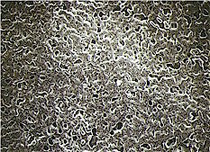
| A 接着界面の気泡の発生する原因としては、“研削用ポイント(カーボランダム:Si)残査のメタルフレーム表面への付着”・“不適切なメタル調整によって形成されたアンダーカット”・“メタルフレーム表面近傍の鋳巣およびブローホール”などが考えられます。 これらのメタルフレーム表面のコンディションをコントロールし、接着界面の気泡を防止する目的で、ゴールドボンディング材がメタルコンディショナーとして用いられてきましたが、効果については『バラツキ』が大きく、懐疑的な見方が多くされています。 これらゴールドボンディング材による接着界面の気泡は、メタルフレームに焼き付けられたボンディング材層の密度に起因すると考えられています。 図5-A-1~B-2に、メタルフレーム表面の各種処理における断面(顕微鏡写真:×200)および表面(SEM像:×1,000)の観察状態を示します。 |
|
 |
 |
||
| A-1. 通法(セラミックポイント→50μmアルミナ処理) 処理の顕微鏡写真(×200) |
A-2. 通法処理のSEM像(×1,000) | ||
 |
 |
||
| B-1.スーパーエイジェントG-Ⅱ処理の 顕微鏡写真(×200) |
B-2. スーパーエイジェントG-Ⅱ処理の SEM像(×1,000) |
||
| 図5. 接着面処理別の断面(顕微鏡写真)および、ボンディング材焼付後の表面状態(SEM像) | |||
| メタルフレームの表面状態として求められる条件としては、可及的に“セラミックポイント処理→50μmアルミナサンド処理”の表面状態{図5・(A-1)・(A-2)}に近づけることでありますが、ボンディング材は金属粉末の焼結であることから、ボンディング層がポーラス(多孔性)になりやすいです。 しかし、“スーパーエイジェントG-Ⅱ”は、成分となるAu微粉末に0.2~1μmという極めて微細な粒子を配合することで、ボンディング層の密度を大きくし、表面における孔径も可及的に小さくすることができ、これによってコンディションの悪いメタルフレームにおいても一定の効果が期待できます。 |
|
| A 60.5%Pd-27.5%Ag系合金において、陶材を黄変させる要因としては、 ① 接着界面におけるAgコロイドの陶材への拡散 ② 陶材焼成時のAg蒸気による炉内雰囲気からの汚染 が考えられます。 ボンディング材によって黄変防止効果として期待できるのは、①の接着界面からのAgコロイドの陶材への拡散のみであり、②の炉内雰囲気からの汚染は防止することはできません。 さらに、図4-Bから、合金成分中のAgがボンディング層に拡散していることが認められます。 これは、Au原子よりも原子拡散性が良いことから生じると考えられます5,6)。 したがって、Pd-Ag系合金のように、Agの含有率が多い合金(30%程度)に対しては、陶材の黄変防止対策として用いても効果のないことがわかります。 |
|
| A “スーパーエイジェントG-Ⅱ”は、塗布・焼成後の艶消状の黄金色を呈し、メタルセラミック修復物の色調をコントロールするうえで効果的にメタルフレーム色を補正することができます。 メタルフレームの色調補正を行う際には、メタルフレームに対して全面塗布を行うと効果的でありますが、特にPd系合金のように酸化膜が厚く生成され、焼付けられたボンディング層の黄金色に影響を与えるような場合には、ウォッシュペーク焼成後に再度塗布・焼成を行い、その後にセカンドオペークの塗布・焼成を行うようにします。 “スーパーエイジェントG-Ⅱ”は、成分中に含有しているSi・Alの各元素が陶材との化学的結合に有効に作用し、また、ボンディング層表面の微細な凹凸が『ぬれ性』を向上させることで、“サンドイッチ法”のようにオペーク陶材間に焼付けた場合においても良好な結合関係を得ることができ、剥離することはありません。 |
|
| 参考文献 | |
| 1. 2. 3. 4. 5. 6. |
三浦 維四・岡崎 邦夫/特集/金属焼付ポーセレン<メタルの焼付機構>/歯科ジャーナルVol.7 No5May1978 中山 正彦/歯科技工別冊・陶材/歯科薬出版P40~48・1979 丸山 剛郎/歯科理工学/クインテッセンス出版P248~258・1991 丸山 剛郎/金属焼付ポーセレン加工・歯科理工学/クインテッセンス出版P248~252・1979 .野口 八九重/歯科用合金の種類と特性・現在の歯科ろう付テクニック/Q.D.T別冊・クインテッセンス出版P335~340・1989 (社)日本金属学会/改訂2版・金属データブック/丸善(株)P24・1987 |
 |