その他Q1 ポーセレンファーネスの違いによって焼成状態は変わりますか? |
| Report 1−1 | ||
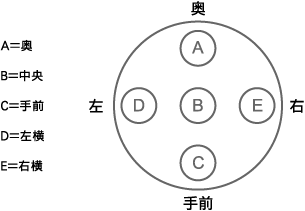
| A. | ポーセレンファーネスは、各メーカーによって特徴があり焼成状態も若干の違いがあるようです。 そこで、3種類のポーセレンファーネスによるゼオセライトのスーパーオペーク及びシェードオペークを使用した基本焼成スケジュールでの実験結果を下記にご報告させて頂きます。 実験にはProgramat P100 (IVOCLAR社製)、COMMODORE75 VFP(JELENKO社製)およびMASTERACCEL-21(KDF社製)を使用しました。 1.スーパーオペークによる各ポーセレンファーネスの焼成温度と焼成する位置による 焼成後の表面状態の確認結果。 【焼成位置】
【フレーム】 単冠 【使用陶材】 スーパーオペーク 【実験結果】
なお、上昇温度は60℃/minです。 【焼成状態】 ● = 艶の出過ぎ(過焼成) ○ = 少し艶有り ◎ = 適 正 ■Programat P100 炉内の熱電線が手前半分は5段、奥半分は4段で巻かれています。 そのため、傾向として手前の位置が比較的、過焼成になりやすいようです。 適正な状態で焼成するためには基本焼成スケジュールよりも30〜40℃低めの設定が必要と考えられます。 ■COMMODORE75 VPF 手前に覗き窓がある為、熱電線が通っていない部分があります。 そのため、傾向として奥および両側が若干強く焼成されるようです。 適正な状態で焼成するためには10〜30℃低めの設定が必要と考えられます。 ■MASTER ACCEL-21 COMMODORE75 VPFと同じように手前に覗き窓がある為、熱電線が通っていない部分があります。 傾向としては奥および両側が若干強く焼成されるようです。 しかし比較的、基本焼成スケジュールで均一に焼成できると考えられます。 2.シェードオペークによる各ポーセレンファーネスの焼成温度と焼成する位置による 焼成後の表面状態の確認結果。 【焼成位置】
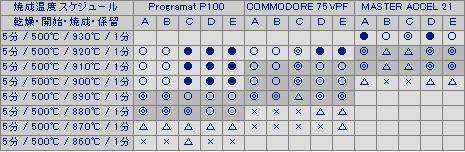
【焼 成 台】 幅4㎝×4㎝・高さ1㎝の耐火ウールボード上 にニクロム線を1㎝植立。 【フレーム】 単冠 【使用陶材】 シェードオペーク 【実験結果】
なお、上昇温度は60℃/minです。 【焼成状態】 ● = 艶の出過ぎ(過焼成) ○ = 少し艶有り ◎ = 適 正 △ = 少し艶が無い × = 全然艶が無い(焼成不足) 【適正範囲】 ■=背景色の範囲内 【適正範囲】 本実験は、実験1.においてスーパーオペークが適正に焼成された状態に シェードオペークを築盛し焼成状態の確認を行いました。 【結 果】 ■Programat P100 スーパーオペークの焼成温度よりも、5〜10℃低い設定で適正に焼成されるようです。 また、基本焼成スケジュールよりも40〜45℃低い設定が必要と考えられます。 ■COMMODORE75 VPF スーパーオペークの焼成温度よりも、約5℃低い設定で適正に焼成されるようです。 また、基本焼成スケジュールよりも約15℃低い設定が必要と考えられます。 ■MASTER ACCEL-21 比較的、基本焼成スケジュールで均一に焼成されると考えられます。 |
|
| Report 1−2 | ||
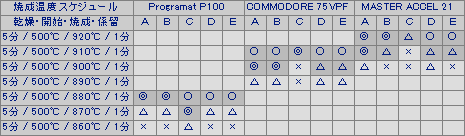
| A. | Technical Support Q&A Vol. 2(Report 1-1)にProgramat P100 (IVOCLAR社製)COMMODORE75VPF (JELENKO社製)およびMASTER ACCEL-21(KDF社製)の3種類のポーセレンファーネスを使用し、ゼオセライトのスーパーオペークシェードオペークの、焼成基本スケジュールに対しての実験結果をご報告させて頂きました。 その条件に、AUSTROMAT3001(DEKEMA社製)の実験結果を下記に追加してご報告させて頂きます。 1.スーパーオペークによる AUSTROMAT3001(DEKEMA社製)の焼成温度と 焼成する位置による焼成後の表面状態の確認結果。 【焼成位置】
【フレーム】 単冠 【使用陶材】 スーパーオペーク 【実験結果】
なお、上昇温度は60℃/minです。 【焼成状態】 ● = 艶の出過ぎ(過焼成) ○ = 少し艶有り ◎ = 適 正 △ = 少し艶が無い × = 全然艶が無い(焼成不足) 【適正範囲】 ■=背景色の範囲内 【結 果】 ■AUSTROMAT3001 炉内の電熱線は石英製チューブ管内に密に巻かれており、炉壁に沿って設置されています。 そのため、熱伝導効果と均熱性を望んだ設計がされているものと考えられます。 また、熱電対が炉内上部中央部に位置しており、傾向として位置的な焼成状態の差は無く、均一に焼成されていますが、比較的に過焼成になりやすいようです。 適正な状態で焼成するためには基本スケジュール(実験結果表右)より60〜70℃低めの設定が必要と考えられます。 ※実験結果表に示しました、焼成温度スケジュールでの乾燥時間5分においては、気泡の発生が目立ちました。これは焼成前の乾燥不足によるオペーク陶材中の液成分の突沸が原因として考えられます。対策として、乾燥時間を長くする(8〜10分間)ことにより解消することができました。 2.シェードオペークによる AUSTROMAT3001(DEKEMA社製)の焼成温度と 焼成する位置による焼成後の表面状態の確認結果。 【焼成位置】
【フレーム】 単冠 【使用陶材】 シェードオペーク 【実験結果】
なお、上昇温度は60℃/minです。 【焼成状態】 ● = 艶の出過ぎ(過焼成) ○ = 少し艶有り ◎ = 適 正 △ = 少し艶が無い × = 全然艶が無い(焼成不足) 【適正範囲】 ■=背景色の範囲内 【適正範囲】 本実験は、実験1.においてスーパーオペークが適正に焼成された状態に シェードオペークを築盛し焼成状態の確認を行いました。 【結 果】 ■AUSTROMAT3001 ※各種ポーセレンファーネスは、マッフルの状態および交換時期などの諸条件により若干、温度が異なる場合がございます。 |
|


 |